

Information
新闻_产品历史
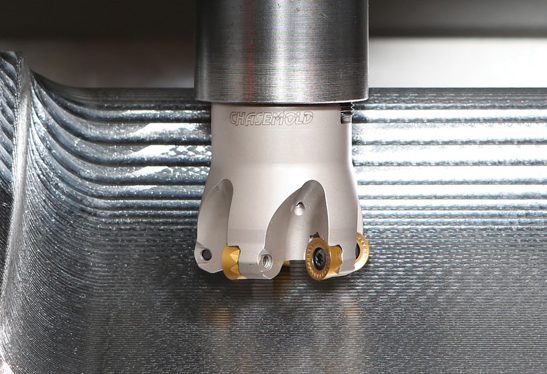
TaeguTec has accentuated its ChaseMold line with the introduction of a variety of tools such as end mills, modular heads and face mills as well as a new insert geometry that brings ease of use to the power generation industry.
ChaseMold is characterized by its thick robust design and eight indexing insert edges that offer industrial users an improved solution for machining in stable conditions while reducing tooling costs.
The wider variety of diameters offered in the ChaseMold tool expansion provides the same quality finish in milling applications that the line is known for in the die and mold, power generation and aerospace industries.
All ChaseMold products have higher insert thickness, stronger screw systems for heavy or demanding applications, exceptional performance at very high feed rates, reliable machining even under difficult conditions, long tool life due to its optimum insert geometries and anti-rotating systems.
The face mill type’s wider range of diameters and the end mill’s larger diameters prevent interference with the workpiece during machining while the added diameters for the modular head type are available with more teeth for higher productivity in applications using the same diameters.
The entire ChaseMold line improves the specific machining operations needed while contouring, copying and radius milling of mold and die applications and other demanding operations such as roughing for aerospace parts and heavy industrial products.
The newly developed MM chip former for machining parts in the power generation, aerospace and die and mold industries includes a higher rake angle for reduced cutting force, a stronger cutting edge to avoid sudden insert breakage, and offers very stable, smooth milling on difficult-to-cut materials such as stainless steel and titanium alloys.
Other features of the MM geometry includes higher productivity due to it handling of higher feed rates and is the optimal solution for martensitic stainless steel applications such as blade machining.
In a series of tests, the MM geometry outperformed the competition.
On a hard to machine impeller workpiece made from austenitic stainless steel, the MM geometry increased tool life by as much as three times and increased productivity by 30 percent.
During another test on a power generation workpiece, this time made from martensitic stainless steel, TaeguTec’s MM geometry extended the tool life over the competition by 100 percent when milling a turbine blade at speeds of 189 m/min and a depth of cut of .60 mm.
Additionally, all cutters up to 125 mm diameter include through coolant holes for easy chip evacuation.